{kind=link}
{kind=link}
{kind=link}
{kind=link}
Standard features of HDPE
- Buoyancy - Standard 37kw design can float up to 663kg of weight. Our 90kw model will float 1500kg and custom designs up to what ever you need.
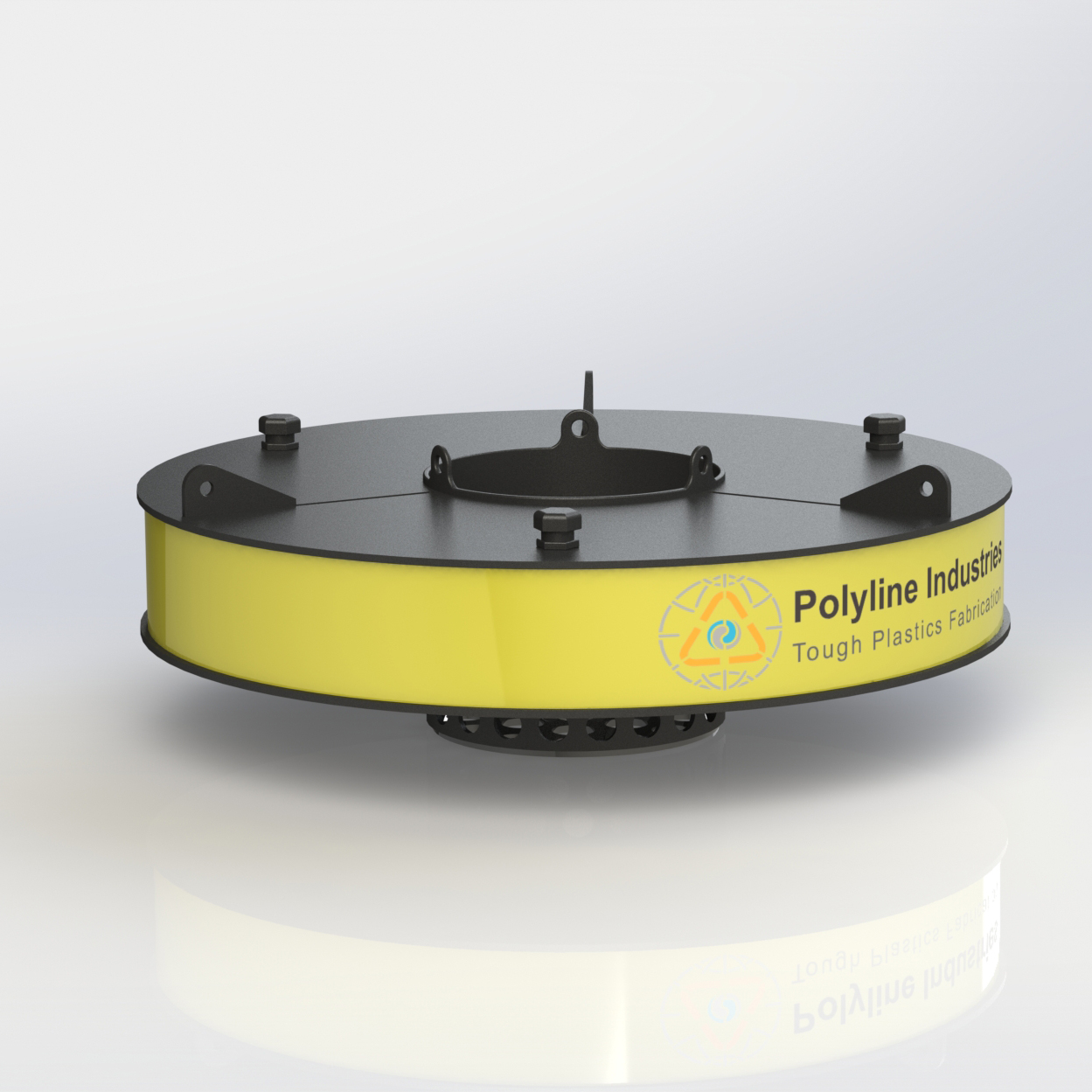
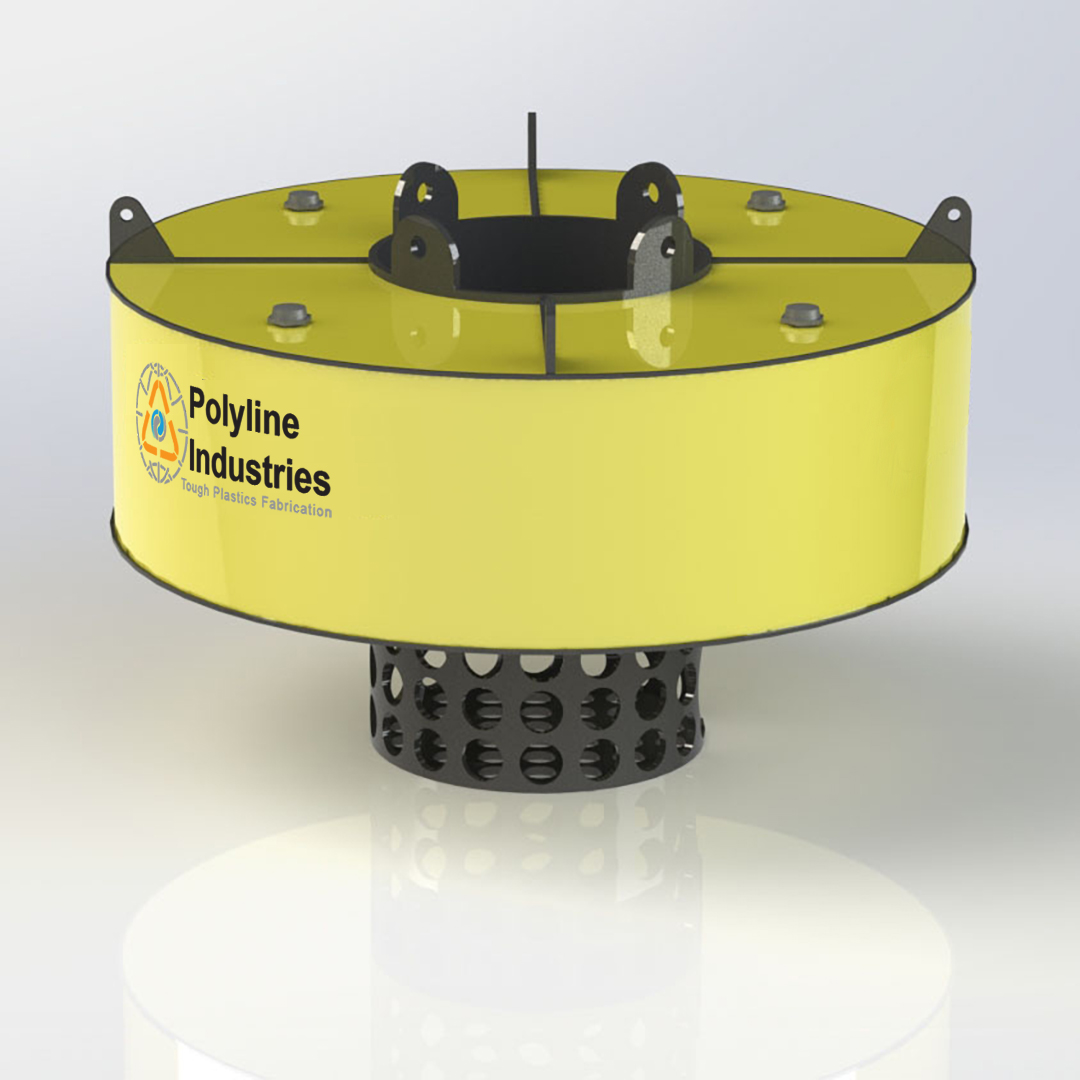
- Material - Fabricated from high visibility yellow HDPE. The screen is made from Black HDPE.
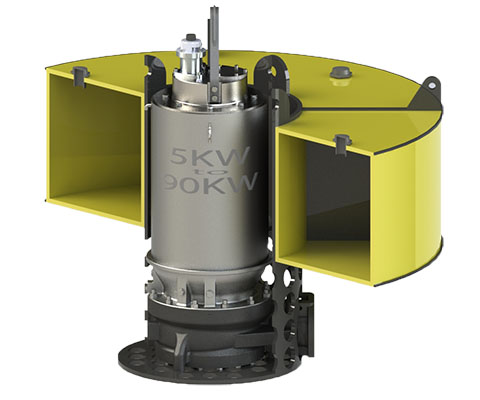
- Pump sizes - Standard pump sizes vary from 5 - 90 kw. Custom pump floats can be fabricated to your specific requirements
- Height - Maintains the overall height of the pump plus 20mm - unlike other floats where the pump is bolted to the underside of the float and has a combine height increase of about 600mm
ADVANTAGES of Polyline's Pump Floats
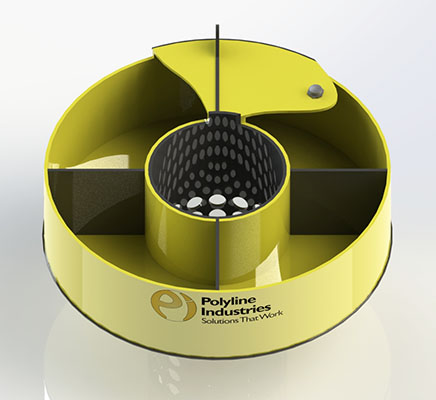
- Functionality – The design enables a serviceable Pump Floatation system. The pump is lowered in from the top and sits inside a protective screen that only protrudes through the float enough to allow the intake to source enough water to operate at maximum without cavitating.
- Durable - All our products are made from UV stable polyethylene which means they won't corrode and will last for decades in the sun.
- Impact & Chemical Resistant – Will not be damaged under standard heavy duty use. Will be unaffected by almost all acids, salt or caustic substances.
- Reduces Costs & Downtime - The pump sits inside a protective screen so it does not suck in as much mud or foreign matter, therefore reduces maintenance considerably.